Содержание статьи

Автор статьи
Фланцевые заглушки производят методом штамповки или газовой резки с последующей механической обработкой. Заглушки предназначены для временного или постоянного глушения трубопровода. Внешне представляют из себя стальной диск с болтовыми отверстиями по периметру, которые кратны четырем. Крепятся к фланцу или арматуре при помощи шпилек/болтов. В сравнении со стандартом ASME B16.5, где заглушка выступает в качестве одного из видов фланца, в России и странах СНГ глухие фланцы выносят в отдельный стандарт и изготавливают согласно альбому типовых конструкций (АТК) 24.200.02-90.
Заготовки для заглушек получаются на ленточнопильном станке из круга, штамповкой, литьем или при помощи газовой резки из листа. В ОНИКС мы раскраиваем стальной лист благодаря газовой резке на станке СВАРОГ Valliant 3.0 (1,5 х 3 м) С ЧПУ.

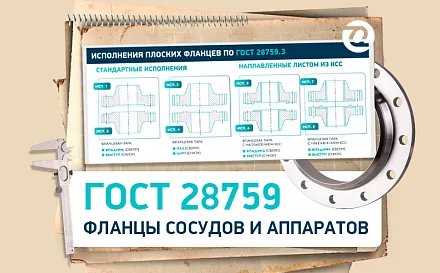
На следующем этапе выполняется обработка уплотнительной поверхности. Заглушки могут быть выполнены с одним из пяти исполнений зеркал: с соединительным выступом, с выступом для ответной пары впадина, с шипом, под прокладку овального сечения с эллиптической канавкой на внешней стороне и с впадиной. Исполнения присоединительной поверхности имеют цифровые обозначения от 1 до 5. Самое распространенное исполнение - 1 с соединительным выступом. Заглушка АТК стыкуется с фланцами по ГОСТ 33259-15.

В зависимости от диаметра и исполнения глухого фланца, может быть от 4 до 32 болтовых отверстий. Крепежные соединения должны быть кратны четырем. Процесс происходит на фрезерном или сверлильном станке. На фото вы видите процесс сверления на станке ЧПУ.

В маркировке поочередно указываются все данные. На первом месте в списке обозначается исполнение уплотнительной поверхности, далее следует условный диаметр в миллиметрах, условная давление в мПа, марка стали и список завершается отображением стандарта. Существует несколько способов нанесения маркировки: нанесение ударным способом (вручную или с помощью специализированного оборудования), лазерная гравировка, штамповка с помощью специальных штампов, прокатка через валы с маркировкой и др. В компании ОНИКС для маркировки фланцев используется специальное оборудование - механический маркиратор.

На каждом этапе деталь проверяет отдел технического контроля, чтобы заготовка соответствовала по своей конфигурации всем требованиям стандарта.

Чтобы заказать фланцевую заглушку, направьте запрос по электронной почте или позвоните менеджерам отдела продаж.
➥ 8 (499) 673-38-38 Москва
➥ 8 (343) 384-38-38 Екатеринбург
➥ 8 (812) 328-38-38 Санкт-Петербург
➥ 8 (800) 555-38-83 Бесплатно по РФ
➤ Вам могут понадобиться: